
In today’s automated and increasingly individualised production environments, safety and efficiency must go hand in hand. As production lines become increasingly complex, conventional cabling and safety architectures are often unable to keep up.
Due to intense competitive pressure, operators of production plants must consider the efficiency of their machinery. This applies all the more to complex systems. Today’s machinery must be even more flexible to operate because assembly times are expected to be shorter, while the number of components to be installed is constantly increasing. This calls for flexibility in the way machinery interacts, which current technologies must support. One aspect is particularly relevant here: connecting the plant and machinery so as to guarantee secure, seamless connectivity throughout the entire production system.
In this field, the IO-Link Safety communication protocol is well on the way to providing smarter, faster and more cost-effective connectivity options as a digital transformation solution. This is because IO-Link Safety is a technology that allows safety sensors and actuators to be integrated quickly and easily, particularly in complex plants such as extensive conveyor systems.
New standard for communication
Any manufacturer and system builder that develops and produces large-scale conveyor systems knows how time-consuming the wiring can be. Each station – whether it’s an emergency stop button, a pushbutton or a status indicator for example – usually requires separate wiring to control cabinets or decentralised modules and the corresponding evaluation by the controller (standard or safety). That’s a level of complexity that not only slows the project down, but also increases costs, creates more potential error sources and makes maintenance more difficult. This is often the case: “Wiring = time-consuming + error-prone”. IO-Link Safety changes this equation: with a single cable connection capable of handling both communication and safety, machine builders not only save time, but also gain valuable space in the control cabinet. Instead of spending days laying cables, connecting wires and configuring conventional emergency stop or pushbutton stations, engineers can rely on a plug-and-play architecture that offers reliability without complexity. That’s because IO-Link Safety can drastically reduce the installation time – and therefore also the engineering effort.
Faster assembly for a faster flow of goods
As the name suggests, conveyors are used to transport material. This means that manufacturers or system builders, as well as operators of conveyor systems, are often under considerable time pressure, because customers need their conveyors to be up and running quickly in order to maintain their own production logistics. IO-Link Safety meets these customer requirements. The keywords are: plug-and-play wiring, and a range of up to 20 metres from the IO-Link Safety Master to the first sensor or control unit in the field. If additional control units or safety switches are connected in series, for example, this range can be extended. Layout planning is simplified greatly, while the classic constraints of hard-wired safety systems are also lifted. In addition, the IO-Link Safety Master can also be used in rugged environments thanks to IP67 and IP69K protection – in metalworking for example, where dust or swarf are commonplace.
An installation example illustrates how IO-Link Safety can easily connect the Master over long conveyor lines with 40 to 50 control points.
All the benefits at a glance:
IO-Link Safety devices can be connected directly via standardised plug-in connections; complex field wiring is not required. This reduces the installation time of safety devices on conveyor systems from days to hours.
When used in conjunction with IO-Link Safety devices and safety locking devices connected in series, the distance between the Master and sensor/field device – which is normally limited to 20 metres – can be extended. This extended cable length makes it much easier to design the layout of conveyor systems and frees integrators from the typical infrastructural constraints of hard-wired safety devices.
On-site installation in the field, even under industrial conditions, does more than just eliminate the need for costly decentralised control cabinets.
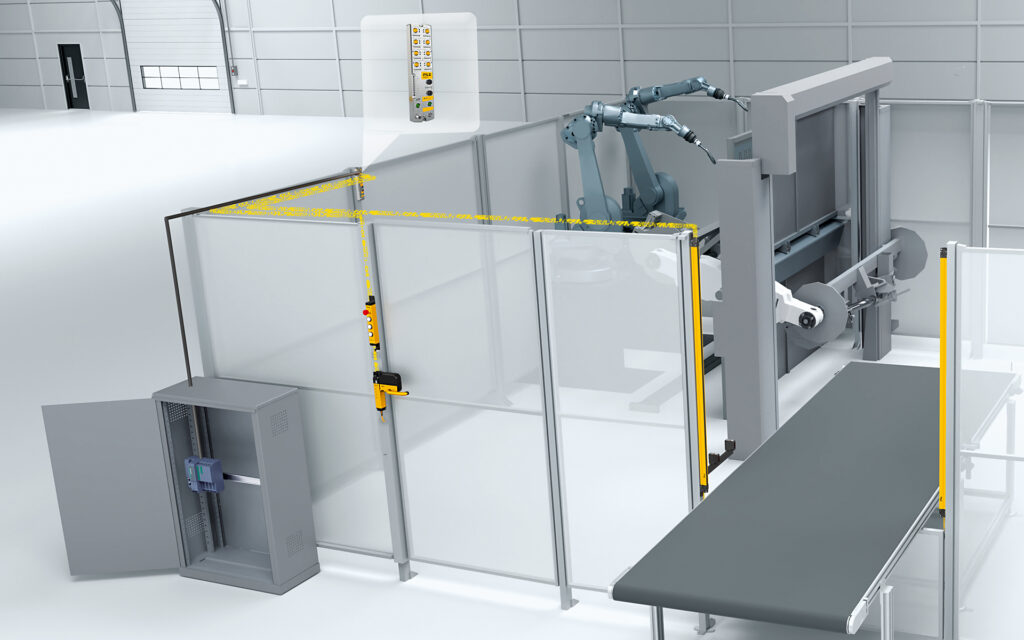
IO-Link Safety devices can be connected directly via standardised plug-in connections. © Pilz GmbH & Co. KG, Ostfildern
Safe conveyors with IO-Link Safety
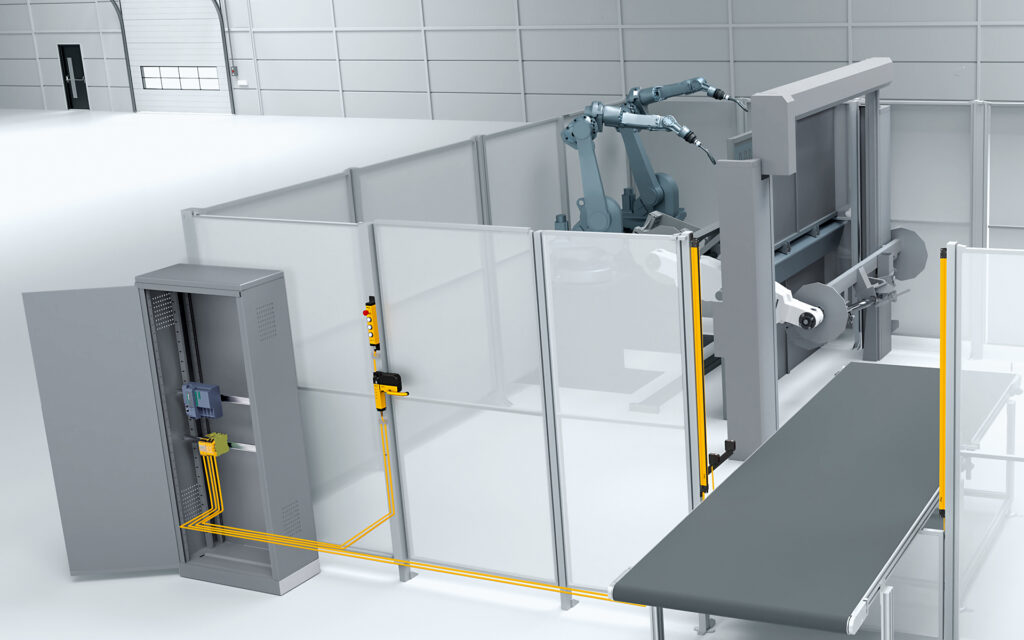
A lot of plant and machinery, including with conveyors for example, also require safety switches or safety locking devices to protect human and machine. IO-Link Safety means that the simple integration of such sensors in the field or on conveyors is seamless. The sensors connected via the IO-Link Safety control unit PITgatebox offer even more advantages, however, as does the safety locking device PSENmlock from Pilz. Its optimisation potential: the safety controller displays the status of the gate and protection devices centrally, i.e. “open” or “closed” – enabling a faster restart and optimised reaction times when it comes to maintenance. If PSENmlock is used via the control unit PITgatebox, it is possible to implement predictive maintenance – by recording operating times – and diagnostics can be extended to include status messages for the safety locking device. Finally, applications can be up and running faster thanks to M12 plug-in connectors and automatic device configuration.
The complete IO-Link Safety system from Pilz, including certified Master, ensures reliable and secure safety gate management.
Clear customer benefits
This technology, which enables control units and field sensors to be connected quickly and easily, is not an end in itself, but provides the user with tangible – and immediate – benefits. For example, it is possible to access emergency stop switches, pushbuttons and LED displays via a single control instance – a Safety PLC. This centralisation enables an ad-hoc response through immediate diagnostics, should any faults occur. With IO-Link Safety, you always have a clear overview of costs. With intelligent series connection, it is now possible to connect several devices easily via just a single port. A typical example: on the IO-Link Safety Master, only a single port is required to connect the control unit PITgatebox. If additional sensors such as safety switches or guard locking devices are then integrated in series, all communication continues to occur via this single port – it’s clear, efficient and there’s no need for additional wiring. The fact that even complex plants such as conveyors can be commissioned much more quickly is another economic advantage – because IO-Link Safety simplifies installation and makes the communication structure less error-prone.
In short: the purpose of conveyors is to run – without downtimes. Shorter commissioning time is only one aspect; quick device exchange is another. Anyone using IO-Link Safety – technicians and maintenance personnel – can exchange all devices almost instantly. IO-Link Safety devices self-identify automatically and adopt parameters directly. This makes them easier to exchange and cuts the number of types – meaning lower storage costs and higher efficiency.
Optimised fault diagnostics via IO-Link Safety
As robust control units for safety gate systems, control units such as the PITgatebox from Pilz enable commands such as activate, stop or acknowledge. It should also be possible to trigger or control individual machine functions directly at the point of use, particularly on widely branched plants that extend over a wide area, such as conveyors. This is because, in this case, swift action on the part of the operator can only be effective if it is part of an immediate, coordinated response. It is therefore an advantage that system builders and operators can connect the PITgatebox in series and then integrate this operating unit “in series” with IO-Link Safety. But what exactly are the advantages? Without IO-Link Safety, the control units must be wired and analysed individually. The difference lies in the series connection of the control units and in the data diagnostics. Without IO-Link Safety, only certain data is available, such as whether or not an emergency stop has been operated. With IO-Link Safety there is significantly more diagnostic data available, such as information on the status of the device in the field; for example: whether it is flashing or lit, the error code in the event of an error or the item name and number. The information on the device status tells the operator whether the machine has stopped, for example, and indicates what action to take. In this case it is possible to perform centralised diagnostics on all control units PITgatebox. This means that the information is displayed centrally on the visualisation system and not just on the plant.


